以下是:【不锈钢管槽钢质量安心】的产品参数
| 材质 | 201、304、316 |
|---|
| 规格 | 齐全 |
|---|
| 品牌 | 齐全 |
|---|
| 计量单位 | 吨 |
|---|
| 单价 | 电议 |
|---|
| 最小起订量 | 一支 |
|---|
| 包装要求 | 根据客户要求 |
|---|
| 可定制 | 是 |
|---|
以下是:【不锈钢管槽钢质量安心】的图文视频
【不锈钢管槽钢质量安心】,国耀宏业钢铁有限公司为您提供【不锈钢管槽钢质量安心】的资讯,联系人:刘国耀,电话:022-87932066、18802262066,QQ:806424688,发货地:天津经济开发区国耀宏业钢铁发货到浙江省 嘉兴市 南湖区、秀洲区、嘉善县、海盐县、海宁市、平湖市、桐乡市。 浙江省,嘉兴市 2022年,嘉兴市生产总值(GDP)6739.45亿元,比上年增长2.5%。产业增加值144.01亿元,增长2.4%;第二产业增加值3719.61亿元,增长2.9%;第三产业增加值2875.83亿元,增长2.0%。按常住人口,2022年全市人均GDP为121794元。
【不锈钢管槽钢质量安心】产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:【不锈钢管槽钢质量安心】的图文介绍
国耀宏业钢铁有限公司已有多年的生产历史,实力雄厚,自建厂至今一直把信誉、质量放在首位。本公司主要产品有【浙江嘉兴槽钢】。在当前日益激烈的市场竞争中,我厂更将一如既往地追求产品的精益求精,不断加深企业科学管理的力度,提高产品的科技含量 ,不断完善热情的售后服务,期待您的光临惠顾 ,欢迎各界新老客户前来参观、考察、洽谈贸易,愿与您在成功的道路上携手合作,共创辉煌。
。



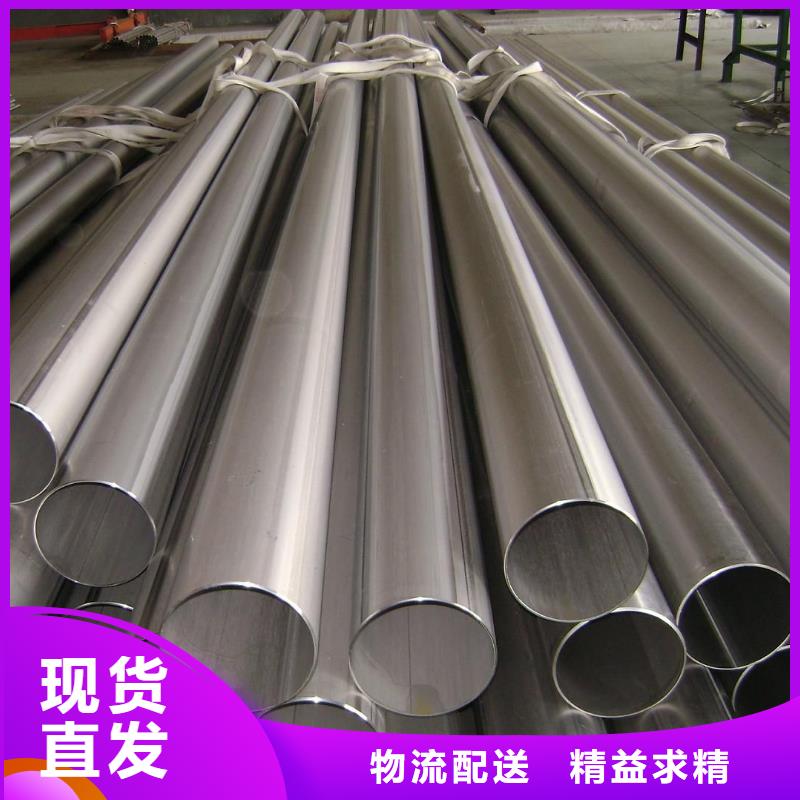
铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊焊接特点及焊接工艺铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊双面打底、焊条电弧焊盖面工艺是结合手工钨极氩弧焊和焊条电弧焊的各自优点而制定的一套经焊接。
不锈钢管手工钨极氩弧焊双面打底焊接操作过程中,利用两支焊在焊缝形成一个共同的熔池,每个焊出的流分别对内、外两侧形成立体保护区,保证了焊接区域不受空气侵入,确保了焊缝焊透和双面同步焊缝成形。双面打底焊接过程中,一般内侧焊接操作人员为主焊者,负责控制焊接速度、添加焊丝;外侧焊接操作人员为辅助配合、不加焊丝,特殊情况下视焊缝成形情况酌情添加。
由于手工钨极氩弧焊双面打底是采用二支焊同时操作,在一点维持一个熔池,因而焊接工艺参数的选择非常重要,如双面同时采取与单面焊接工艺相同的焊接工艺参数,势必造成对母材大的热输入,极易引起母材过烧,易形成晶间腐蚀倾向,影响焊缝及热影响区的机械性能。
铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊双面打底、焊条电弧焊盖面工艺关键因素之一是焊接工艺参数选择。对于铬镍奥氏体(18-8)不锈钢管焊接过程中必须严格控制热输入,即控制焊接线能量。焊接线能量是焊接电流和电弧电压之积与焊接速度的比值,直观反映焊接过程中的热输入的大小。
手工钨极氩弧焊双面打底另一关键因素是内、外两侧操作人员同步配合。操作过程中,保持同步能共同维持一个熔池,形成高质量的焊缝。反之,必然形成两个部分重合或不重合的熔池,相互间不能形成良好的立体保护,造成焊缝金属的氧化,极易在焊缝内部形成气孔、未熔合等缺陷,达不到工艺目的。



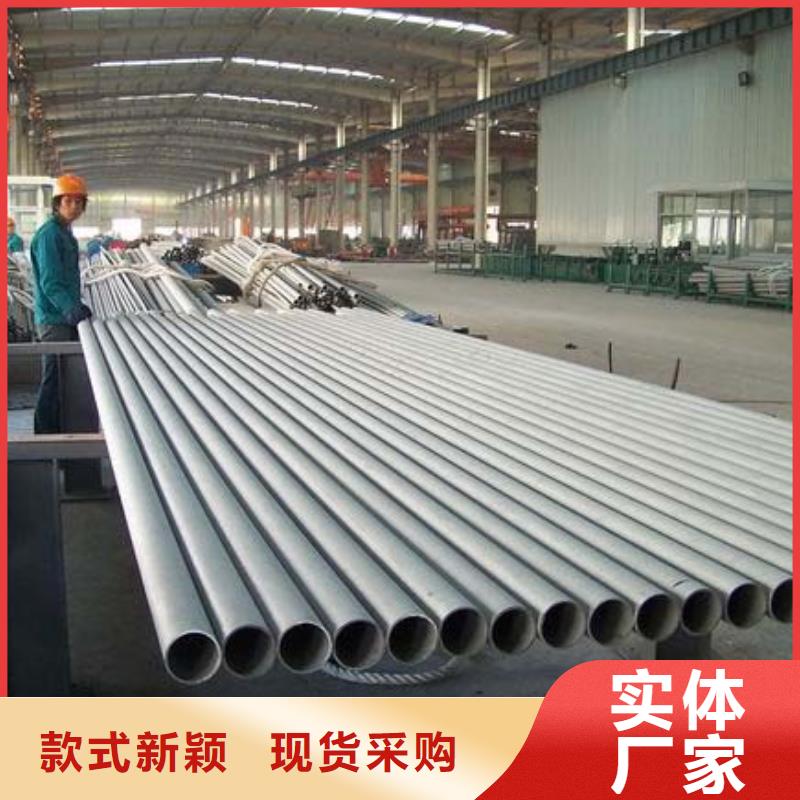
太钢新不锈钢棒线材智能化生产线,是以不锈钢棒线材产品质量、生产效率,降低生产成本,节约能源消耗,保障生产、绿色生产,提高客户满意度为目标,将智能管理、智能控制和智能生产有机结合,集“资源—生产—产品—消费—废弃物再资源化”为一体的智能制造项目。
该项目将采用世界先进的不锈钢棒线材轧制工艺技术和装备,在继续保持年产20万吨不锈钢棒线材生产能力不变的前提下,可实现轧制、退火、精整、打捆等各工序的动态优化,进而实现品种结构、质量水平、能源消耗等生产指标的不断进步。据测算,项目建成后,将生产效率40%,降低能耗10%以上,成为国内 竞争力的不锈钢棒线材生产线之一。
不锈钢棒制造智能化生产线的建立,让不锈钢棒的生产工艺得到,质量得到更的保证。
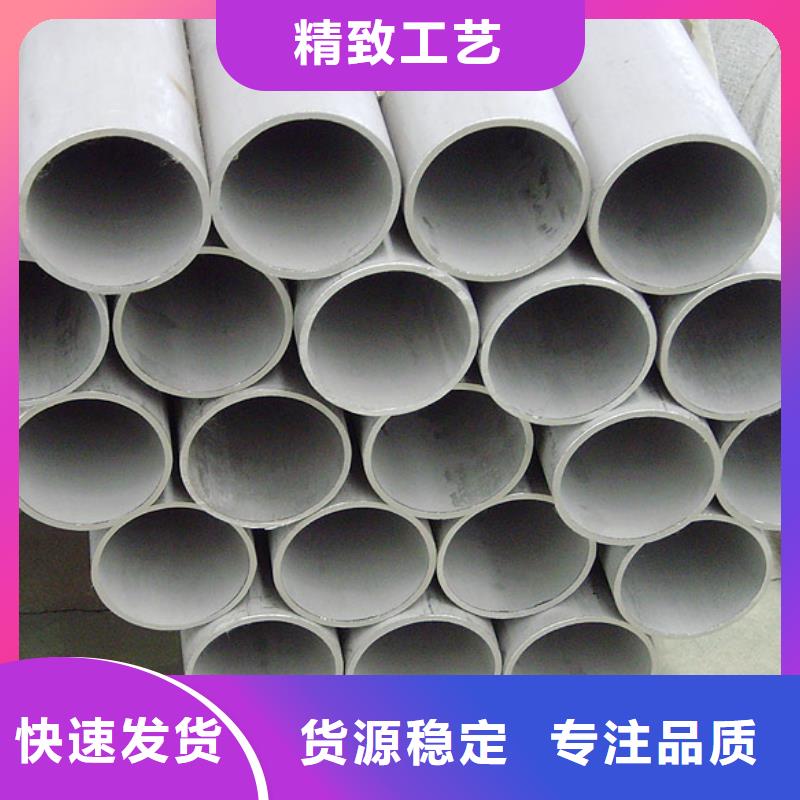
无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。



包括:①冲孔、大顶管和卧、立式机的有关工艺参数和设备能力的设计、实际和消耗的各种数据对比;②冲孔、大顶管与卧、立式机工模具的研究和各种消耗材料的设计和实际数据的对比;③冲孔、大顶管和卧。(4)深层次地总结大顶管和管机组的有关、工艺、力能参数,工具、材料、能源实际消耗对比情况以及有关问题。
包括:①张力定(减)径机的理想架数和张力,内传动和外传动的能源消耗的对比;②张力减径机的理想架数和张力,单独传动和组合、混合传动的能源消耗对比;③张力减径机的孔型设计、轧辊转数计算、张力系数和壁厚的关系以及成品管前、后端壁厚和长度的关系,并建立有关数学模型。
(5)深层次地总结定径机和张力减径机的有关、工艺、力能参数,工具材料、能源实际消耗的对比情况以及有关问题。包括:①连铸管坯、离心铸造空心管坯、电渣重熔空心管坯和用其轧管后的组织结构对比,变形量对组织结构的影响以及对成品管的各种性能(是高温蠕能)的影响,找出有关关系建立数学模型;②锻造管坯和锻造钻、。
(6)深入试验研究合金钢(是高合金钢)连铸坯、离心铸造空心管坯和电渣重熔空心管坯生产大直径厚壁不锈钢管的有关问题。2)在设备设计和制造层面(1)深层次地总结设计和制造整条生产线设备的通用以及设备设计制造精度与水平。



在试压过程中,由于压力的增加,横梁会在弹性变形范围内随着压力有一定小的伸长,为了使横梁在伸长时只受简单的拉伸力,太重在横梁的自由端和中间支撑点使用如图3所示的滚动支撑结构,构成了一个滚动摩擦副,确保在横梁能自由的伸长缩短。
采用多功能充水头具有充水、增压、脱管的功能。屏弃了水压机的伸缩接头和伸缩管,增压时采用的端面静密封,了设备的不可靠点。后压头平衡缸由一个缸用4个缸代替,大大降低了生产加工的难度及成本。3结语该不锈钢管试验机组已经成功的安装到2条直缝不锈钢管生产线上,并调试成功,正在为客户发挥着质量检验的重要作用,并创造了的经济效益。
同时也突破了在高压力、大直径不锈钢管试验机组的现状。国内焊管的需求越来越大与国外市场的开拓扩大,焊管生产线对这种水压试验机需求越来越迫切,4000t水压试验机的及时成功研制、应用为它们解决了难题。无损检测已经历一个世纪,尽管该本身并非一种生产,但其水平却能反映该部门、该行业该地区甚至该国的工业水平。
无损检测所能带来的经济效益十分明显。统计资料显示,经过无损检测后的产品增值情况大致是,机械产品为5%,、宇航、原子能产品为12%-18%,为20%。例如,汽车几千个零件采用无损检测后,整车运行公景数了一倍,这大大了产品在市场的竞争力;小汽车生产中30%零件采用无损检测后质量迅速超过美国。
【不锈钢管槽钢质量安心】_国耀宏业钢铁有限公司,固定电话:18802262066,移动电话:022-87932066,联系人:刘国耀,QQ:806424688,经济开发区国耀宏业钢铁 发货到 浙江省嘉兴市。